压铸模具加工,深圳工厂到底在拼什么
压铸模具加工,深圳工厂到底在拼什么
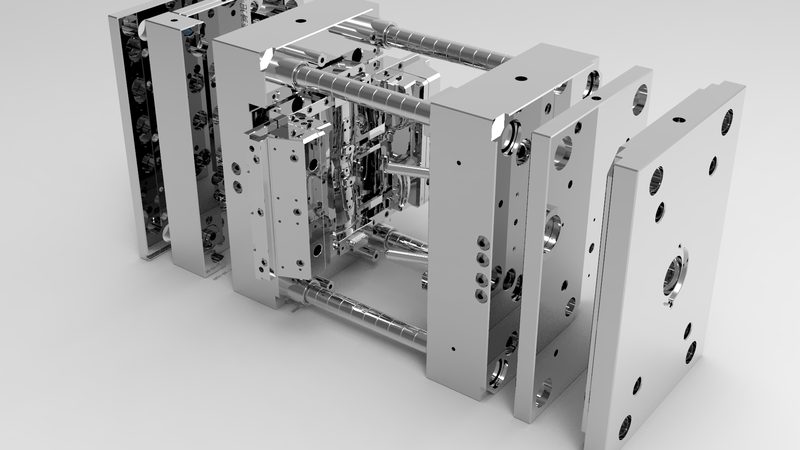
深圳的压铸模具行业,表面上拼的是交期和价格,但真正拉开差距的,是藏在加工流程里的细节控制。很多外行以为压铸模具就是“浇铸成型”,其实从图纸到成品,中间要经历十几道工序,每一环都直接影响模具寿命和铸件良率。今天就拆解一下深圳压铸模具加工流程中的关键节点,看看那些稳定交付的工厂到底做对了什么。
从图纸到三维模型的转换精度
压铸模具加工的第一步不是开料,而是工艺评审。深圳的模具厂每天接到大量图纸,但真正有经验的工程师会先做一件事:把二维图纸转化为三维模型时,同步检查拔模角度、壁厚均匀性和收缩率补偿。压铸件在冷却时会产生收缩,如果模型里不预留0.3%到0.5%的缩放系数,后续试模出来的产品尺寸铁定偏小。更关键的是,模型里必须标注清楚分型面的位置,这决定了模具是简单结构还是需要滑块、斜顶。很多新手工厂在这个环节省略了模流分析,结果试模时才发现填充末端有气孔,只能返工修模,时间和成本都浪费了。
钢料选择与热处理节奏的把控
模具钢的选用直接决定了模具能打多少模次。深圳压铸模具常用的材料是H13和8407,但同样标号的材料,不同供应商的纯净度和锻造比差异很大。靠谱的工厂会在钢料进厂后做超声波探伤,确认内部没有裂纹或夹杂。热处理环节更是分水岭——淬火温度、回火次数、冷却速度,稍有偏差就会导致模具早期开裂。有些工厂为了赶工期,把淬火后的回火时间压缩,结果模具硬度虽然达标,但韧性不足,上机生产几千模就出现龟裂。真正规范的流程是:粗加工后先做去应力回火,精加工完成后再做最终热处理,保证模具内部的应力释放干净。
粗加工与精加工之间的应力释放
很多人以为模具加工就是“一刀一刀铣出来”,其实压铸模具的加工流程里,粗加工和精加工之间必须留出一个应力释放环节。粗加工时,切削量大会在模具表面产生很大的残余应力,如果不做处理就直接精加工,等模具上机受热后,应力释放会导致型面变形。深圳一些有经验的工厂会在粗加工后把模具放置24到48小时,或者进行一次低温回火,让应力自然释放。这个步骤虽然耽误时间,但能避免精加工后出现0.02毫米以上的形变。对于汽车零部件或3C电子产品的压铸模具来说,这个精度差异就是合格与报废的分界线。
电火花加工与抛光的手工细节
型腔里的复杂深腔和窄槽,五轴机床也未必能完全搞定,这时就得靠电火花加工。但电火花加工后的表面会留下一层硬化层,如果不彻底去除,模具在压铸过程中容易产生粘模或拉伤。深圳的模具厂在处理这个环节时,会先用粗电极打到位,再用精电极修光,最后用油石和砂纸手工抛光。抛光不是越亮越好,而是要顺着脱模方向处理,表面粗糙度控制在Ra0.4微米左右。太光滑反而容易导致压铸时排气不畅,产生气孔。有些工厂为了省人工,直接用机器抛光,结果型面光泽度不均匀,试模时废品率飙升。
试模验证与参数微调的实际逻辑
模具加工完不等于结束,真正的考验在试模环节。深圳压铸模具厂通常会把试模分成三个阶段:首先是低压慢速填充,检查模具的排气和填充完整性;然后逐步提高压射速度和压力,验证模具的强度;最后是连续生产几十模,看模具的热平衡是否稳定。试模时出现飞边、缩孔、裂纹都很正常,关键在于能不能快速判断问题根源。比如飞边,可能是锁模力不够,也可能是分型面贴合不严,还可能是模具刚性不足变形了。经验丰富的师傅会通过观察飞边的位置和形状,直接锁定问题出在模具还是压铸机参数上,而不是盲目地修模具。
交付后的持续跟踪与数据反馈
深圳压铸模具加工流程里,真正体现服务水平的环节往往在交付之后。模具到了客户产线,工厂能不能持续跟踪使用数据,决定了双方合作的深度。比如模具打了多少模次后开始出现磨损,哪个位置的镶件最先失效,这些数据反馈回来,工厂就能在下一次做同类模具时优化设计。有些工厂会给每套模具建立“病历卡”,记录每次维修的原因和位置,逐步积累成自己的工艺数据库。这种长期跟踪的做法,比单纯承诺“保用多少万模”要实在得多,因为压铸现场的环境温度、冷却水流量、脱模剂浓度都会影响模具寿命,只有结合真实工况的调整,才是真正的技术沉淀。